




未分類
豪門流派 解開鋁圈製作旋壓鑄造新科技
2014.06.26 作者:CARNEWS

文賴震宇+攝影王澤瑋、顧宗濤
車我們每天都在開,不少人也有換過輪圈的經驗,因為基本上不論是性能化改裝或者是一般代步車的耗材更換,輪圈攸關整體車輛承重、地面回傳的作用力以及各種車速下所承受的坑洞衝擊,與過彎時負載的扭曲力道,因此即便是喜歡東省西省的開車族群,這項底盤下方最重要的配備,變形時該換也還是會乖乖掏錢出來。然而長期以來我們所看到的始終是擺在量販店中的成品,很多人從未親眼見識輪圈如何製作?鑄造和鍛造有何不同?透過邀請,我們來到國內鋁輪圈知名加工廠商宏基精密工業,從無到有到完成品親身體驗一個汽車輪圈是如何誕生,並且從過程中透露一位好的輪圈技師須具備的專業知識,以及在高溫環境工作下是如何辛苦。
 |
| 從最早的鐵盤輪圈到現代的輕量化鋁圈,車輛簧下的這四個最重要的配備象徵人類在金屬材料研究的科技演化。 |
輪圈的幾千年演化
在進行輪圈金屬鑄造的過程前,我們腦海中首先勾勒起材料的選用和演進的記憶。輪圈這種東西幾千年前人類開始使用獸力車時就已經出現,從最早的石材、木頭到近代的鑄鐵,祖先們很早以前便開始嘗試不同的原料以因應車輛行進時的需求,只不過演化的時程甚為緩慢;鐵製輪圈的運用,打從紀元前1000年凱爾特人便開始配備在雙輪戰車上,雖然外面包圍的是木製輪胎,而非現今的橡膠車胎,但這樣的發明一直流傳到現今,而自1802年第一個鐵絲輪框被註冊為專利以來,大致上輪圈的結構還是大同小異。近代輪圈的演進,主要還是圍繞在材質的變化和製作方法的不同,其中的關鍵就在於當時科技程度和成本考量,最初汽車工業開始發展的時代,人類採用的是鐵片鑄模燒焊技術製造輪圈,到了近代為了增加強度改用鋁合金材質,而在傳統鑄造方式外也開始加入鍛造製作模式,只不過在各汽車製造商的利潤最大化目標下,鑄造鋁圈仍是許多品牌的標準配備,而鍛造鋁圈仍礙於製作成本而屬於高單價商品。其實光是鑄造模具和機器就已經不算便宜,從國產的低壓鑄造機一部500萬元到上千萬的進口機器都有,鑄造模具大約20~30萬元,另外還要加上加工過程中的機器夾具20萬元以上成本,因此更不用說是模具一套破200萬元、設備超過一億的鍛造開發費用,往往從原始的鋁錠加工到成為完成品交到消費者手中,就變成價值1萬到2萬元的商品價格。
 |
| 輪圈加工廠已來到大量採用機械裝置搭配軟體編寫來取代人力,經過電腦的控管,可精密的控制溫度,並有效讓製造流程銜接起來。 |
然而製造商在生產成本上如何傷腦筋並不是我們今天要關注的事,很久未接觸輪圈工廠的我們要探索的是怎麼製作一個端得上產品架上的輪圈成品,所以第一站我們先前往宏基精密工業的委託鑄造廠,來回味一下傳統的鑄造方式如何操作……等等,大家一定很好奇,既然要介紹鑄造廠,為何不順道介紹鍛造過程?其實此次本篇的內容,重點在於接下來所要銜接的「旋壓鑄造」技術,雖然大家都知道鑄造的強度不如鍛造,但透過最新的旋壓加工程序,鋁圈本體能夠接近一般鍛造鋁圈的程度,成本卻只比傳統鍛造成本多一點,因此我們先從鑄造輪圈本體開始帶起,一步步引領大家進入「最新國產鑄造加工技術」的世界。
 |
低壓鑄造已成主流
一般市售產品所使用的重壓鑄造輪圈來自於型號A356鋁合金,鑄造鋁合金普遍採用三位數命名,其成分主要為6.5~7.5%的矽、0.2~0.45%的鎂,再扣除掉一些金屬雜質剩餘則全部為鋁,壓鑄鋁圈使用A356就是看中該型號原料的高鑄造性、高焊接性和耐壓性,強度極高。重力鑄造之所以成為過去最普遍製作方法,主要在於它簡單和成本極低的條件,因為其操作流程只需將金屬加熱到攝氏800度的熔點,使其成為液狀,接著再倒入游上模、下模、左右兩側模具所組成的模具中,利用融化後的液態鋁本身的重量在整個模具內由高處往低處流動,因為金屬在注入後會有冷卻收縮的現象,因此模具內塑形空間必須比成品要大一些。在模具內冷卻過程中通常會以吹風散熱或者是澆水的方式讓金屬冷卻,逐漸固化,因此模具中通常會設計通氣孔讓面積或厚度較大的金屬部位讓模具內空氣順道擠出以避免產生氣孔。這種重力鑄造方式產生的成品良率較高,且模具成本較低,因此成為許多製造商大量生產時普遍採用的方式。然而這種鋁圈製造形式也有缺點,那就是礙於金屬流動需要一定時間,在模穴內緩慢流動的過程中難免造成離澆鑄口較遠的一端金屬溫度較低,因此模具穩定的溫度控制就顯得十分重要,過高或太低都會影響鋁圈的製造品質;為了怕過早凝固而提高鋁水的溫度,很容易造成分子分佈不平均,形成的砂孔較多,此時為了保持強度就必須灌入更多鋁,因此使得成品重量跟著增加。大家都知道所謂的「簧下重量」,扣除掉固定的三角架和輪轂,透過改裝可達到輕量化效果的除了煞車系統外就是輪圈,每個輪圈能夠減少一公斤重量,等於車上減少15公斤,四顆輪胎加起來,幾乎可減少車內一名成人的體重,而油耗也更著提昇。因此大家都恨不得可以多減少些鋁圈重量來達到效果,這也就是為什麼許多高級品牌除了高檔的鍛造輪圈外,普遍喜歡採用低壓鑄造的方式生產的輪圈。所謂低壓鑄造就是利用低壓氮氣來推動液態鋁,其目的就是以最快的速度讓材料填充在整個模穴內,中央氣泡也可跟著減少,分佈更為平均,本體的金屬組織更為緊密、機械性能更為優良,這也是為什麼目前全球許多製造廠都逐漸採用低壓方式取代傳統的重力壓鑄。
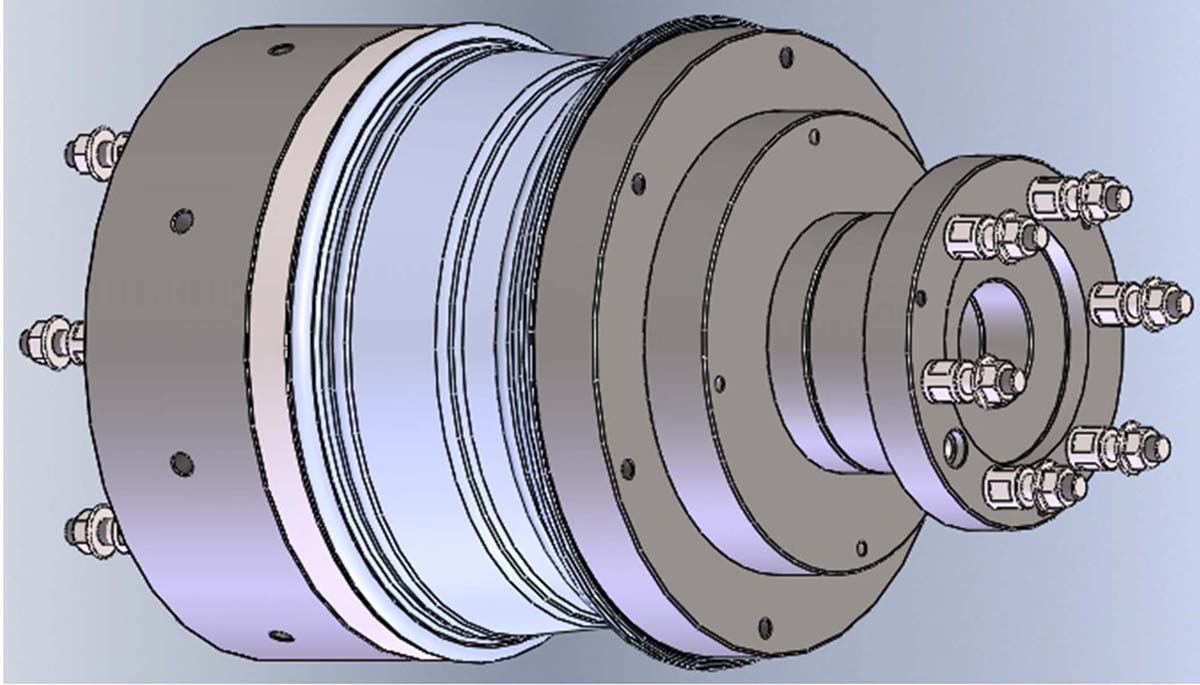 |
| 鑄旋機本體達30公噸,鋁圈中央施加壓力可達10kN,並以主軸轉速50~850rpm進行旋轉。 |
 |
| 在剛試驗這套德國旋壓鑄造系統時,宏基不斷在失敗過程中修正軟體和標準流程,藉此精準的在預熱爐到旋壓機的過程中掌握400度左右的輪圈溫度和時間點。 |
旋壓關鍵在溫度和時間
當我們離開鑄造廠以後,烈日下旋即趕赴宏基精密工業的廠區內了解何謂「旋壓鑄造技術」。既然鑄造品都已經打造出來了,定型的輪圈本體還能怎麼加工?殊不知許多傳統鑄造廠特別是製造18吋以上大型輪圈時,因為採用一般鑄造技術往往因為鋁水溫度控制甚難掌控,因而製造出來的鑄品厚度最大,材料和模具成本也較高,而旋壓成型機的出現,正好可以減少多餘材料的投入、熱處理間能源的耗費,輪圈成品的強度和機械性能也能跟著增加。
國內知名的鋁圈代工大廠宏基精密帶領我們跑一次完整的旋壓鑄造加工過程。當鑄造廠運送過來的粗坯在一旁排列就緒後,技師們開始忙進忙出的將鑄造鋁圈進行初步處理;由於鑄造廠出來的粗坯品質不一,或者因為搬運過程產品劇烈碰撞,因此在運送到達後必須先檢查本體是否有變形現象產生,同時檢查加工廠整形部分並仔細核對本體直徑、輪圈寬度(J值)、輪圈Off-set值、孔位和中心孔徑,最後才進入實際的旋壓流程。由於鑄造廠成品良率再精良,坯體邊緣難免還是會有一些粗糙部位必須進行整理,澆鑄口的毛邊必須敲除。
大致處理之後,技師便會將輪圈送進預熱過程,讓鑄造輪圈加熱到攝氏400~420度,這樣的動作可以確保粗坯離快要液化的熔點較遠,維持固體狀態,但卻也達到可以塑形加工的情況。在輪圈本體達到一定的預熱溫度之後,生產線會利用省力裝置,也就是機械手臂將鋁圈泡水處理,處理的方式主要針對輪圈表面,也就是花盤面進行降溫,此舉目的是為了避免粗坯在旋壓流程中透過夾治具施壓固定時產生變形損傷。
其實鑄造廠出廠後的粗糙成品就是一個寬度較短且內框厚度較厚的原始樣貌,旋壓成型的作用則是像手拉坯一樣,利用底座轉盤旋轉在側面施以高壓滾輪,而將本體拉長延伸,此時鋁圈會重新塑形達到產品的尺碼設定,另外鋁合金分子密度也會在加工時跟著提昇,這樣的處理方式讓鑄造鋁圈進展到極接近鍛造的金屬強度,相較傳統切屑成型製程,這種新的金屬成型模式顯然較能提高產量和品質。
經過短短幾十秒的旋壓成型流程後,至少仍處在380度左右高溫的半成品經由機械手臂,迅速置放在冷卻水中進行降溫,來達到硬化焠火的境界,此時鋁圈差不多快是可以出貨販售的成品樣貌,就等著最後運送至加工廠做最後的收尾處理。
旋壓鑄造流程
 |
| 第一步 檢查輪圈切邊及冒口 |
 |
| 第二步 粗加工 |
 |
| 第三步 輪圈預熱到400度以上 |
 |
| 第四步 將花盤面泡水冷卻 |
 |
| 第五步 進行約40秒的旋壓成型 |
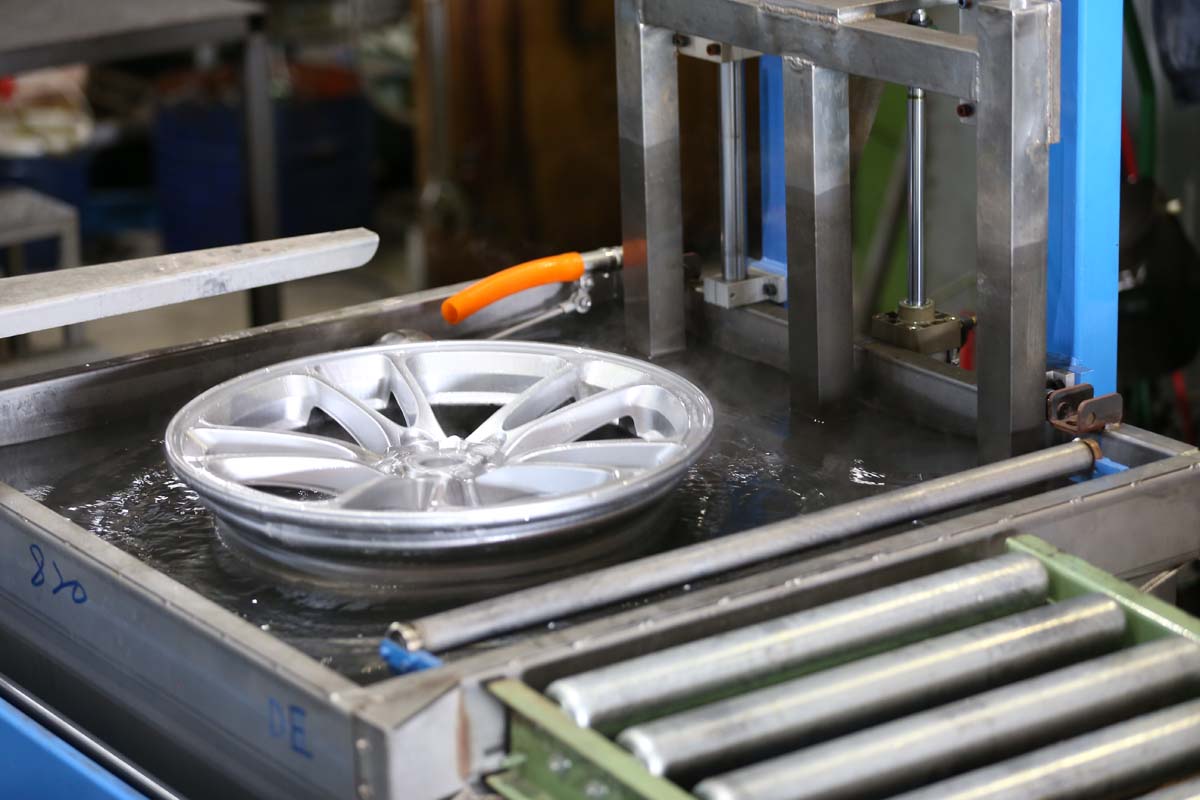 |
| 第六步 將半成品泡水降溫 |
 |
| 第七步 加工廠手工拋光整理 |
 |
| 第八步 烤漆上色或電鍍處理 |
 |
遠較鍛造低廉許多
整個旋壓成型加工的效果,其實就是為了追求鍛造鋁圈的產品特性,並且降低生產過程中的成本。如果你到過現今的鍛造廠,很容易就可以發現目前的鍛造方式除了也是採用大量機械化裝置進行運作以外,那種高溫下針對側面施壓拉高的方式簡直一模一樣,唯一的不同就在於鍛造鋁圈的表面花盤需花錢經過CNC銑削切割,但切割的造型往往較為簡單,無法處理過於複雜的花盤造型;但鑄造方式就沒有這方面的限制,因為一開始透過鑄模便可以輕鬆打造出花盤造型,造型花樣可在打造模具時便決定複雜程度,重要的是,它少了CNC花費多餘成本的這一關,差不多的強度再加上迅速成型的效率,一整套旋壓機本體再加上機械手臂及軟體僅需150萬元成本,比起鍛造形式自然經濟實惠許多。經過加工廠最後手工打磨拋光,同時進行烤漆上色,或許依照產品需求再進行陽極或電鍍處理,最後一具旋壓鑄造鋁圈成品就此出爐。雖然一日技師經過一整天與高溫對抗的煎熬,實在很想抱著成品直接跑回家,但如此高單價的戰利品還是讓我們難以向廠商啟齒……人生最難得的美德就是成人之美,此次完美的作品除了再次昭顯宏基這樣的鋁圈製造廠得以吸引歐美大廠關注的「純台灣技術」外,更讓讀者得以近距離看到最新的輪圈製作技術,著實是一舉數得。
 |
 |
 |
| 雖然大部分都採用自動化的機械裝置,但技師還是有機會在燠熱的廠房中搬動燙手且沉重的半成品,所以保持專注力是必要的,否則很容易因疏忽而讓意外發生。 |
那傳統方法呢?以下藉圖片解說。
 |
| 第一步 將液態鋁倒入模具 |
 |
| 第二步 將粗坯自模具中取出 |
 |
| 第三步 進行冷卻 |
 |
| 第四步 去除澆鑄口毛邊 |









-

2024 Focus大會師
陣容浩大、齊聚700部 -
【改裝實戰】Subaru WRX Wagon女力爆發(下) 能改都改、破百萬改裝費...
-
2024 Focus大會師
陣容浩大、齊聚700部(改裝圖集) -
GR Yaris WRC車手特仕車限量發售 賦予全新四驅駕駛模式...
-
Kia EV9第二季導入上市 改款Picanto、Sorento、Carnival第四季登台...
-
【百問】「一次跑500km」與「跑一百次5km」哪種跑法的車能開更久? 距離相同但對車輛的傷害不同?...
-
【美女特集】最喜歡86的背影♡ 喜歡吹小號、彈鋼琴、咖啡廳巡禮的音樂女子♪...
-
【一手試駕】成熟新裝 Peugeot 2008 GT Pack
-
【車中泊】車宿潛藏的危險有哪些? 常見危險、潛藏危險及解決方案...
-
【車市分析】MG成為第三大品牌 見紅就豐收?










FB一手車訊粉絲團
FB一改裝車訊粉絲團